
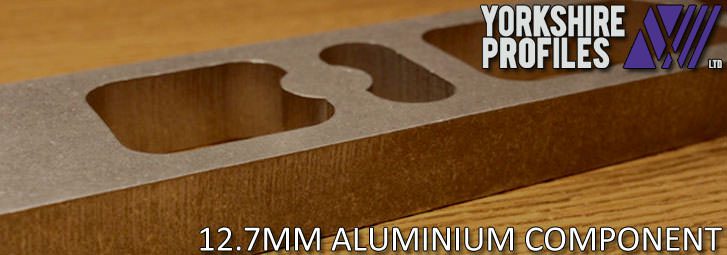
This profiled aluminium component was cut on our waterjet cutter earlier today. The waterjet cuts thicker aluminium parts than our laser cutter and provides a nice smooth finish with a sandblasted cut appearance. This aluminium part was then rumbled as per the customers request.
The “rumbler” removes any sharp edges from tight corners and leaves the part with an even and smooth finish on all faces as seen in the picture. This allows you to run your hands over the part without the risk of cutting yourself. This is ideal if the profiled part is to be used in the public domain or on part of a machine or assembly where people could be in contact with the component.

We would use a larger than normal nozzle on our waterjet to cut thick aluminium, this means that any internal corner details will have a radius of 0.7mm at a minimum due to the width of the waterjet stream. If you require the internal corners to be crisp it would be best to undersize the holes and have them machined to the final measurements.
The larger nozzle allows for both an increased water flow and more abrasive garnet to be drawn through. This allows thicker materials up to 150mm thick to be cut.
The most common aluminium we waterjet cut is 5083 grade, however we also process 1050 (commercial) grade and 6082 grade aluminium. It should be noted that 6082 grade should be avoided if the part is to be folded as the material cracks on sharp bends. If it is crucial that 6082 grade is used and folded then it would be worthwhile allowing for a larger radius bend than a sharp corner.